
ノギスは製造業でよく使われる測定具ですが、最近では DIY で一般の方もノギスを使われる機会があると思います。
ちなみにDIYは日曜大工の意味で使われていますが、元々は「Do It Yourself」の略で「自分でやれ」という意味だそうです。平日の勤務先で DIY してる人多い気がしますね。
さて本題に戻ります。
ノギスはデジタルやダイヤルで表示される読み取りが簡単なタイプもありますが、昔ながらのバーニヤ目盛を読み取るアナログタイプにも良さはあります。ちなみに私はアナログノギス派です。
今回は
- ノギスの使い方が知りたい。
- ノギスの目盛の読み方を調べている。(バーニヤ目盛)
そんな人のために機械加工歴20年のセドヤが丁寧に説明します。
この記事を最後まで読むとノギスの測定方法とバーニヤ目盛の読み方、ノギスの種類について理解できるようになります。
あわせて読みたい他の測定具はこちら⇓
【マイクロメータの使い方】測定方法と目盛の読み方を丁寧に説明
【ブロックゲージの使い方】リンギングの方法や等級について説明
【ダイヤルゲージの使い方】種類や特徴をわかりやすく説明
測定具のまとめ記事はこちら⇓
【機械加工で使う測定具のまとめ】知っておきたい種類を説明
ノギスとは
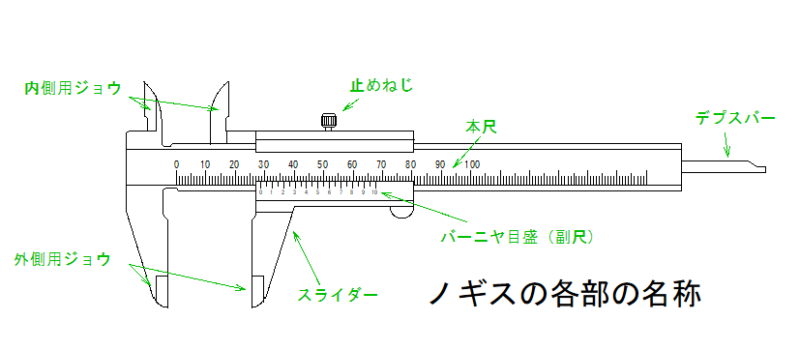
ノギスとはモノの長さを測る道具です。厚さ(外側)、溝の幅や穴の大きさ(内側)、深さや段差の測定が可能です。
下の図でノギスの各部を名称紹介を確認してください。
ノギスは測った値を表示する方法で3つに分類されます。
- アナログ:本尺とバーニヤ目盛で読み取る。(図のモノ)
- デジタル:数値で表示。
- ダイヤル:本尺とダイアルを読み取る。
測れる範囲はノギスにより異なります。一般には読み取れる最小単位はアナログタイプで0.1mm~0.02mmで、デジタルや、ダイアルタイプで0.01mmが多くあります。長いモノで2000mm(2メートル)測定できるノギスもあります。長いとその分重たく扱いです。
アナログタイプは他に比べ安価で、デジタルタイプは電池が必要になります。
ノギスの使い方【測定方法は4つ】
ノギスで測定するときはスライダーを動かします。
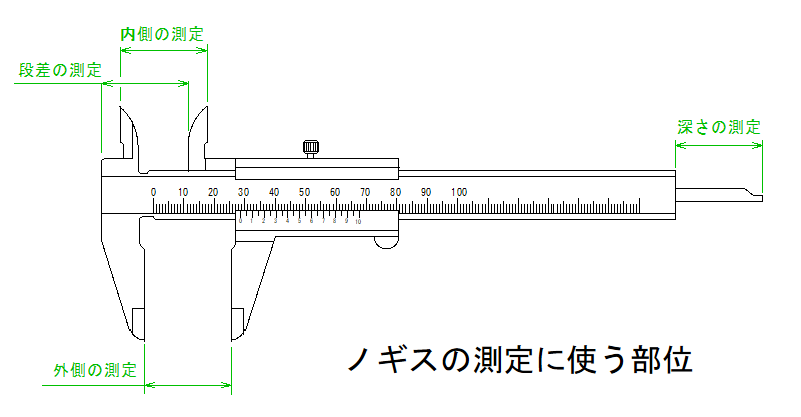
- モノの外側を測るときは外側ジョウで挟みます。
- 穴や溝など内側を測るときは内側ジョウを外向きに動かします。
- 段差の測定はノギスの先端(デプスバーの反対)を使います。
- ノギスの先端が入らない小さい穴の深さの測るときはデプスバーを使います。
測定面に対して平行、直角を意識して測定します。
※段差の測定はノギスの先端を使う方が案内面が広いため正確に測れます。
ノギスの【バーニヤ目盛の読み方】
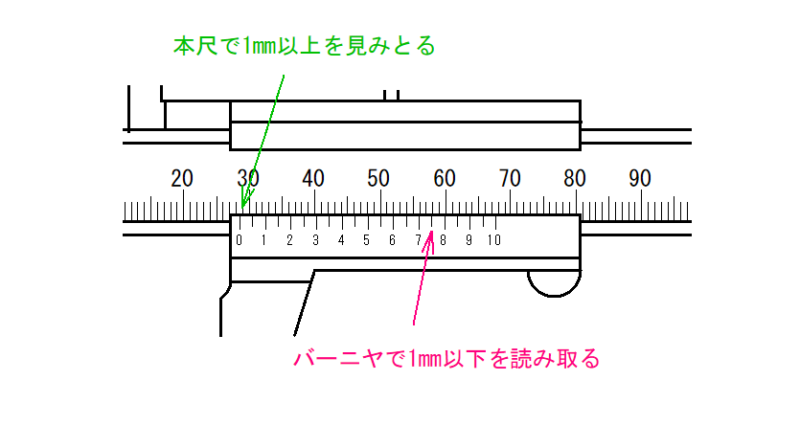
ノギスの目盛の読み方は本尺の目盛で1mm以上の値を読み取り、バーニヤ目盛で小数点以下の値を読み取ります。
本尺は実際の寸法と同じで「ものさし」のようなモノなのでわかると思います。本尺で読み取れないところをバーニヤで読み取ります。
バーニヤ目盛は小数点以下の値を表すので0~1mmの範囲です。
つまり「1mm / 目盛の数=最小単位mm」となります。
※最小単位はバーニヤ目盛が1つが表す長さです。
目盛の数(等分数)をいくつにするかによって目盛の最小単位が決まります。
| 目盛の数 (等分数) | 一目盛の単位 (mm) |
|---|---|
| 10 | 0.1 |
| 20 | 0.05 |
| 50 | 0.02 |
バーニヤ目盛の間隔は本尺(n-1)mmに対して(n)等分割した値になります。
| 等分数 n | 式 (n-1)/n | 目盛の間隔 mm |
|---|---|---|
| 10 | 9 / 10 | 0.9 |
| 20 | 1 9 / 20 | 0.95 |
| 50 | 49 / 50 | 0.98 |
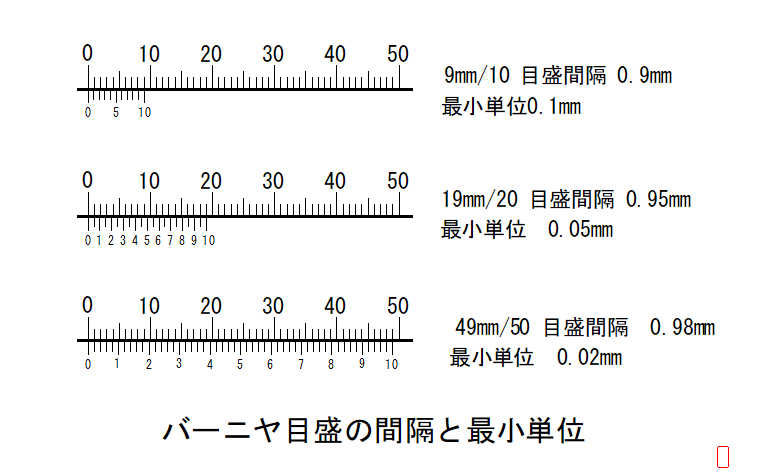
これだと少し目盛幅が狭くて目を細めてしまいます。読み取りが難しいですよね。
読み取りやすくする目的でバーニヤ目盛の間隔を広くしたもの多く使われています。
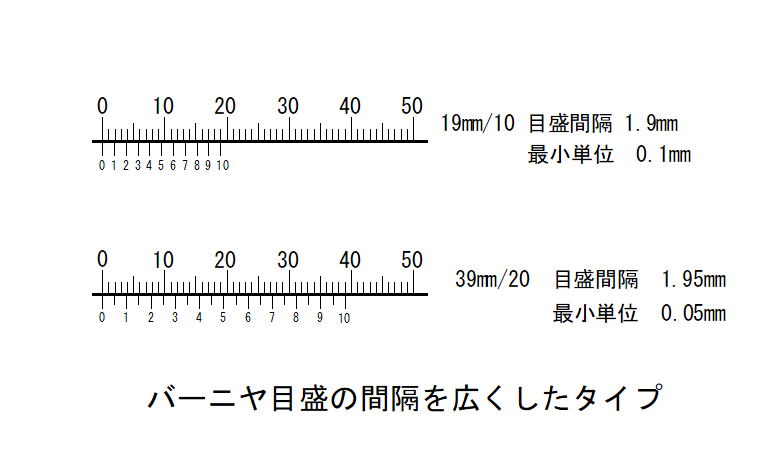
バーニヤ目盛の間隔が2倍弱広くなって読み取りやすくなっています。
※バーニヤの一目盛が何mmが重要です。目盛の間隔は「見やすさ」なのであまり気にしないでください。
それでは実際にバーニヤ目盛の読み方を下の図を使って説明します。
使用するバーニヤ目盛は39mmの20等分、最小読み取り単位は0.05mmです。
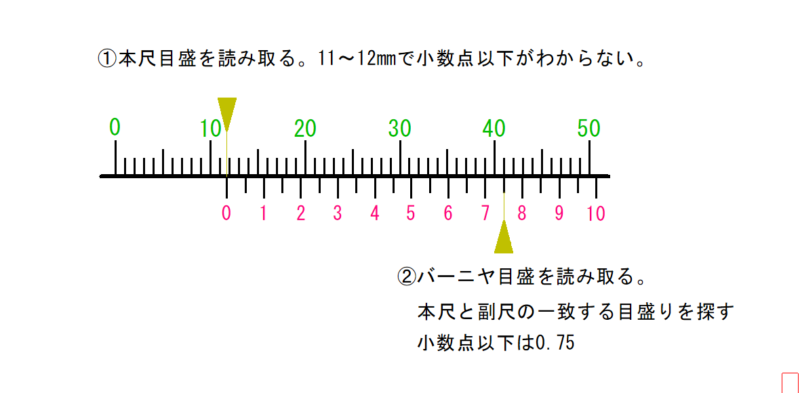
図のように ①本尺の目盛(緑色)とバーニア目盛(赤)の0の位置が測定値になりますが11.7~11.9mmぐらいに見えます。この時点では細かい数字は不明です。
次にバーニア目盛と本尺の目盛が一致するところを探します。図だと「バーニヤの7.5」と「本尺の41」とが一致しているのでバーニヤ目盛の7.5がわからなかった細かい数字になります。
(バーニヤの目盛が20あるので20等分ですから一目盛0.05mm)
単位を合わせて0.75mmとわかります。
したがって、測定値は 11.75mm になります。
次はノギス読み取りの練習(すべて最小単位は0.05mm)
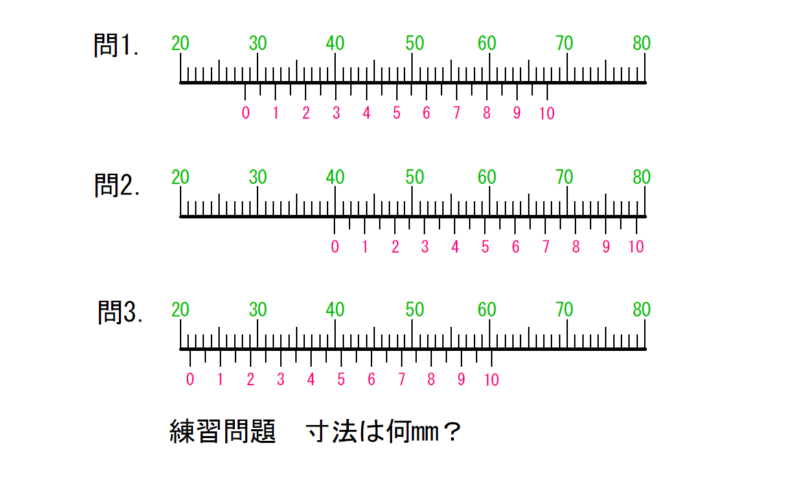
よく見ても±0.05mmはどちらかよく分からないですよね。実際もそんな感じです。このように目盛間隔の広いバーニヤ目盛でも読み取り誤差が生じます。
※ちなみに練習問題の図はCADソフトで作図しています。
答え
- 問1. 28.4mm
- 問2. 39.85mm
- 問3. 21.25mm
ノギスの測定誤差を抑える注意点
ノギスは目盛を見る角度により見え方が変わるため、毎回同じ位置から読み取るようにしましょう。このような見る角度の違いによる誤差を視差と言います。
他には寸法測定の際、精度に関する基本的な原理に「アッベの原理」があります。
アッベの原理とは測定物と測定具の目盛を同一線上にすると測定精度が高くなるという原理です。
ノギスはアッベの原理に従っていない測定具になります。ですから、誤差は生じやすい測定具であることを理解しておきましょう。
ノギスの精度はどうしても長い間使っていると落ちてきます。
そこで、ノギスの簡易的な精度の確認の方法を紹介します。
- スライダーを閉じた状態で主尺とバーニヤの0の位置が一致しているかを確認します。
- 段差と深さの方向もノギス先端と、末端(デプスバー側)を平面に当てスライダーを押し当てまてて0の位置の確認をします。
- 外側用、内側用のジョウの平行が保てれているか閉じたジョウに光を当てて隙間の確認をします。又は、寸法のわかっているゲージを実際に測定します。その際、ジョウの先端と根本の2か所で差がないことを確認します。
私は機械加工で毎日のようにノギスを使って測定していますが、個人的な感覚だと0.1~0.15mmぐらいの誤差は生じます。デジタルノギスでも同じで、力加減やノギスの当て方で誤差がでます。
また、デジタルノギスに関しては水分や汚れで正しく測定値が表示されないことがあります。最近では放水防塵機能のデジタルノギスが普及してきています。
ノギスの種類について【専用ノギス】
今回の画像のような標準タイプでは測定できないモノを測定するため専用のノギスがあります。
深さや段差の測定に特化したデプスゲージや、穴の距離を測定するピッチノギス、ねじや歯車の測定専用のノギスもあります。他にも特殊な形を測定できるよう多くの種類があります。定盤の上で使うハイトゲージもバーニヤ目盛が用いられています。
詳しくはノギスのメーカーのホームページで製品情報をご覧ください。
有名3社のリンクを張っておきます。
まとめ:【ノギスの使い方】測定方法とバーニヤ目盛の読み方
ノギスとはモノの長さを測る道具で外側、内側、深さや段差の測定が可能。
測定値を表示する方法で3つに分類される。
- アナログ:本尺とバーニヤ目盛で読み取る。
- デジタル:数値で表示。
- ダイヤル:本尺とダイアルを読み取る。
ノギスの測定方法は4つ。
- 外側を測るときは外側ジョウで挟む。
- 内側を測るときは内側ジョウを外向きに動かす。
- 段差はノギスの先端(デプスバーの反対)を使う。
- ノギスの先端が入らない深さ測定はデプスバーを使う。
アナログノギスのバーニヤ目盛
- 目盛りの単位は 0.05mm が一般的で、他は 0.1mm , 0.02mm もある。
- バーニヤ目盛の間隔を広くすることで読み取りやすくしたものが普及している。
- 測定値の読み方は本尺で1mm単位を、少数点以下はバーニヤの目盛で本尺の一致する目盛を読み取る。
測定誤差を抑える注意点
- 視差(目盛を見る角度)に注意する。
- ノギスはアッベの原理に従ってない測定具なのである程度の誤差がでることを認識しておく。
- 定期的に精度のチェックをする。
専用ノギス
- 深さ測定用にデプスゲージ。
- 穴のピッチ測定用にピッチノギス。
- ねじや歯車測定用のノギスもある。
- ケガキ作業や高さの測定にハイトゲージ。
- その他にも多様な形状のノギスがある。
いかがでしたか?
ノギスは一本でいろいろな測定ができる優れた測定具ですね。しかし、0.1mm程度の誤差は生じてしまいます。もっと正確な寸法が必要な場合はマイクロメータを使う必要があります。
とりあえずノギスを使って測定してしてみてください。誤差は繰り返し使わないと感覚的にわからないと思います。
やっぱりデジタルノギスが欲しい人はこちら⇓を覗いてみてください。

バーニヤのアナログノギスをが欲しい人はこちら⇓をどうぞ。

最後まで読んでいただきありがとうございます。
以上で終わりです。

