今回はマシニングセンタでプログラムを簡単にする機能「ミラーイメージ」を紹介します。
NCのミラーイメージについて
- 使い方がわからない人
- どんな機能か知らない人
そんな人へ機械加工歴20年のセドヤがわかりやすく説明します。
ミラーイメージは、左右対称の形状に加工するときにとても便利な機能です。知らないのはもったいない機能ですから、ぜひ「こんなことできるんだー」程度に目を通していただければと思います。
※プログラマブルミラーイメージはオプション機能です。
お使いの工作機械で使えない場合もあります。詳しくはメーカーにお問い合わせください。
ミラーイメージとは
NCプログラムの「ミラーイメージ」は文字通り、鏡に映すように左右や上下を対称に動作させる機能です。
「勝手反対」(または反対勝手ともいう)で部品を制作するときにとても便利です。また、表と裏の加工が同様な場合など、用途は多いと思います。
CADソフトにも対称形状を作る機能があり、NCのミラーイメージを使うことで効率的な作業を学び、作図にも応用できます。
ミラーイメージの特徴と注意点
下の図のようにミラーイメージには対称軸を指定する必要があります。通常はX方向(左右)、Y方向(上下)、XY方向(左右上下)にミラーイメージをかけることができます。
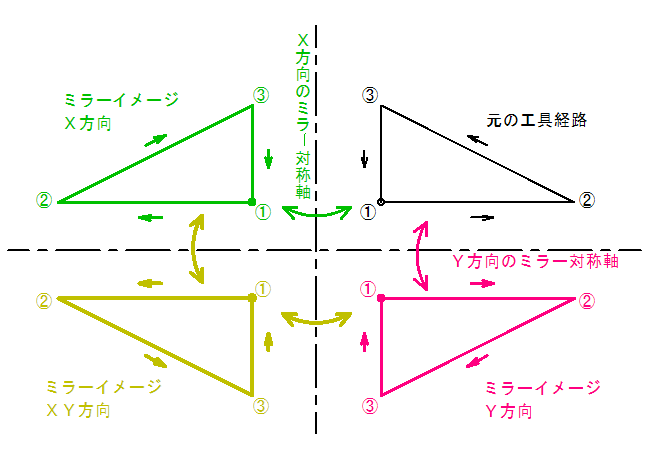
図のように工具経路が①→②→③の順で動く場合切削方向に注意が必要です。
- X方向とY方向のミラーイメージは切削方向(ダウンカットとアップカット)が変わります。
- XY方向のミラーイメージは180°回転と同じになるため、切削方向は変わりません。
また、プログラムコードでミラーイメージをかける方法(プログラマブルミラーイメージ)とは別にNCの制御装置の設定を手動で行いミラーイメージをかける方法もありますが、この方法は設定ミス(ヒューマンエラー)を起こしやすいため、個人的にはプログラマブルミラーイメージをお勧めします。
切削方向についてはこちらの記事⇓
フライス工具のダウンカットとアップカットの違いについて
ミラーイメージの使用例
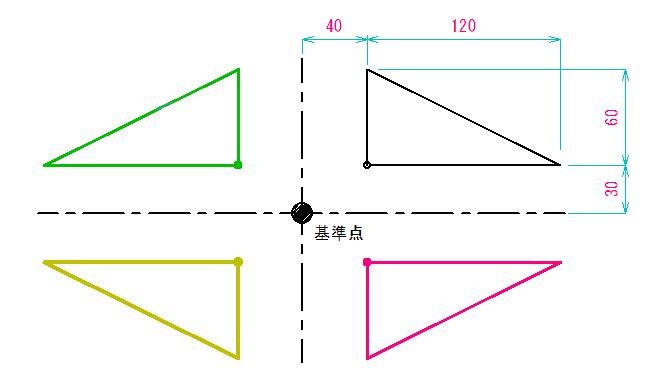
下の図の4つの三角形状の外側の輪郭を削るプログラムを作ります。
まず、右上の黒い三角の工具経路を作り残りの3つはミラーイメージをかけて最初のプログラムを使いまわします。黒い三角は G42 アップカットで補正をかけるようにします。
※今回は深さ方向の動きは考えないもととします。
工具径補正についてはこちら⇓
マシニングのNCプログラムの【工具径補正】G41G42の使い方
ファナックのミラーイメージ
例)基準点 X0 Y0 とした場合
S1000M3
M98 P1001
G51.1X0 (ミラーON)
M98 P1001
G50.1X0 (ミラーOFF)
G51.1Y0
M98 P1001
G50.1Y0
G51.1X0Y0
M98 P1001
G50.1X0Y0
M30
O1001(SUB)
G1G90X0Y0F500
G42X40.Y30.D1
X160.
X40.Y90.
Y30.
G40X0Y0
M99
例)基準点 X100 Y200 とした場合
S1000M3
M98 P1001
G51.1X100. (ミラーON)
M98 P1001
G50.1X0 (ミラーOFF)
G51.1Y200.
M98 P1001
G50.1Y0
G51.1X100.Y200.
M98 P1001
G50.1X0Y0
M30
O1001(SUB)
G1G90X100.Y200.F500
G42X140.Y230.D1
X260.
X140.Y290.
Y230.
G40X100.Y200.
M99
OSP(オークマ)のミラーイメージ
※OSPのプログラマブルミラーイメージは原点が対象軸となります。
任意の位置でミラーイメージをかけるには、パラメータでミラーイメージの座標系をローカル座標系に設定して、ミラーイメージの対象軸をローカル座標の原点にします。
例)基準点 X0 Y0 とした場合
S1000M3
CALL O1001
G62 X1 (ミラーON)
CALL O1001
G62 X0 (ミラーOFF)
G62 Y1
CALL O1001
G62 Y0
G62 X1Y1
CALL O1001
G62 X0Y0
M30
O1001(SUB)
G1G90X0Y0F500
G42X40.Y30.D1
X160.
X40.Y90.
Y30.
G40X0Y0
RTS
例)基準点 X100 Y200 とした場合
※パラメータの設定が必要
S1000M3
G11X100Y200P0 (ローカル座標)
CALL O1001
G62 X1
CALL O1001
G62 X0
G62 Y1
CALL O1001
G62 Y0
G62 X1Y1
CALL O1001
G62 X0Y0
G10 (ローカル座標系キャンセル)
M30
O1001(SUB)
基準点X0Y0のサブプログラムと同じ
RTS
トスナックのミラーイメージ
例)基準点 X0 Y0 とした場合
S1000M3
G72 $1001
G66 X0 (ミラーON)
G72 $1001
G62 X0 (ミラーOFF)
G66 Y0
G72 $1001
G62 Y0
G66 X0Y0
G72 $1001
G62 X0Y0
M30
$1001(SUB)
G1G90X0Y0F500
G42X40.Y30.D1
X160.
X40.Y90.
Y30.
G40X0Y0
M2
例)基準点 X100 Y200 とした場合
S1000M3
G72 $1001
G66 X100 (ミラーON)
G72 $1001
G62 X0 (ミラーOFF)
G66 Y200
G72 $1001
G62 Y0
G66 X100 Y200
G72 $1001
G62 X0 Y0
M30
$1001(SUB)
G1G90X100.Y200.F500
G42X140.Y230.D1
X260.
X140.Y290.
Y230.
G40X100.Y200.
M2
まとめ:NCプログラムのミラーイメージ
NCのミラーイメージは文字通り、鏡に映すように左右や上下を対称に動作させる機能です。
通常はX方向(左右)、Y方向(上下)、XY方向(左右上下)にミラーイメージをかけることができます。
ミラーイメージの注意点
- プログラマブルミラーイメージはオプション機能です。
- X方向とY方向のミラーイメージは切削方向(ダウンカットとアップカット)が変わります。
- XY方向のミラーイメージは180°回転と同じになるため、切削方向は変わりません。
- NCの制御装置の設定を手動で行いミラーイメージをかける方法もありますが、この方法はヒューマンエラーを起こしやすい。
ミラーイメージのプログラムコードはNCのメーカーにより違いがあるので、初めて使うときは付属の取り扱い説明書でよく確認してください。
いかがでしたか?
ミラーイメージが便利な機能だとわかっていただけたと思います。使いのNC装置が対応しているなら是非使ってください。
最後まで読んでいただきありがとうございます。
以上で終わりです。