マイクロメータはモノの長さを正確に測ることのできる測定具です。精密部品の測定には必要不可欠です。
今回は
- マイクロメータの使い方が知りたい。
- マイクロメータの目盛の読み方がわからない。
- マイクロメータで測定したとき誤差がでてしまう。
そんな人に向けて機械加工歴20年のセドヤが丁寧に説明します。
この記事を最後まで読むとマイクロメータの測定方法と注意点、目盛の読み方について理解できるようになります。
あわせて読みたい他の測定具はこちら⇓
【ノギスの使い方】測定方法とバーニヤ目盛の読み方を説明
【ブロックゲージの使い方】リンギングの方法や等級について説明
【ダイヤルゲージの使い方】種類や特徴をわかりやすく説明
【シリンダーゲージの使い方】特徴と測定方法をわかりやすく説明
測定具のまとめ記事はこちら⇓
【機械加工で使う測定具のまとめ】知っておきたい種類を説明
本の紹介


マイクロメータとは
マイクロメータとはモノの長さを正確に測ることのできる機器です。どのくらい正確に測れるの?と思いますよね。名前の通りマイクロメートル(μm)0.001mm単位で測定ができます。
ノギスで精度不足の場合は、マイクロメータを使います。一般的なマイクロメータの最小目盛は0.01mmで、副尺付きだと0.001mm単位で測定値を読み取れます。副尺がなくても目盛が広めなので10等分して0.001mm単位もある程度予想できます。また、デジタル表示のマイクロメータもあり、こちらは最小単位0.001mmが一般的です。ダイアルゲージ付きのマイクロメータは、同じモノを大量に検査するときに使います。
マイクロメータは高精度に加工された「ねじ」を回すことで長さを測ります。ねじが長くなると精度が落ちる部分もでてきます。そのため、測定範囲は短く25mmにです。たとえば0~100mmの範囲をマイクロメータで測定したい場合、0~25、25~50、50~75、75~100の4つのマイクロメータが必要になります。
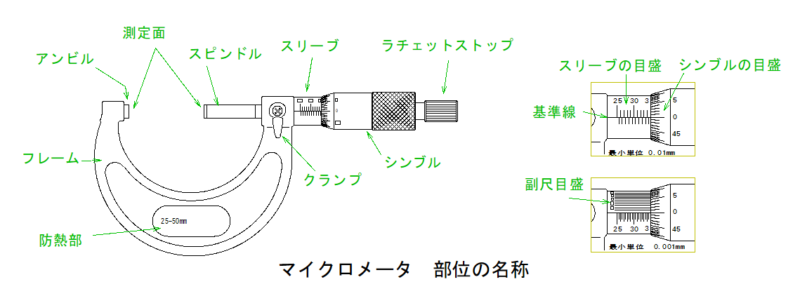
マイクロメータの部位の名称を図で示します。
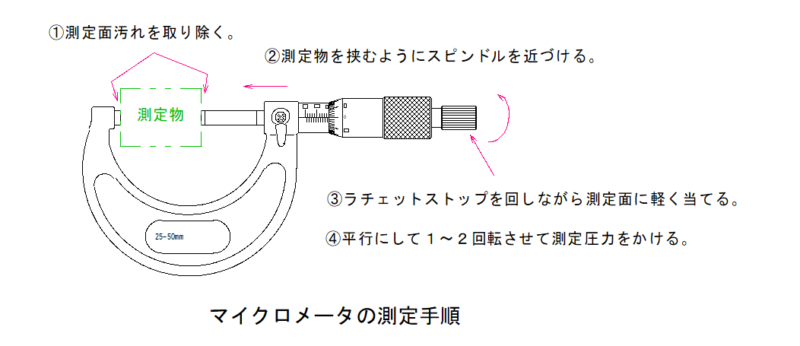
マイクロメータの使い方
マイクロメータは一方向の測定しかできません。外側マイクロメータでは内側や段差の測定はできません。それぞれ専用のマイクロメータを用意する必要があります。種類については後から説明します。
標準的な外側測定用のマイクロメータを例に説明します。
※熱膨張を避けるため、マイクロメータを持つときは防熱部を持ちます。
マイクロメータの目盛の読み方
スリーブの目盛は0.5mm単位で読み取ります。シンブルの目盛は0.5mm以下を読み取ります。副尺付きのモノはさらに0.001mm単位読み取れます。
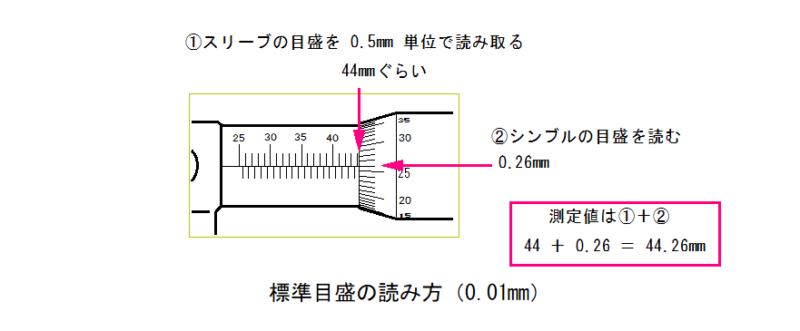
下の図は標準的な目盛(0.01mm)の読み方です。2つの目盛を読み取ります。
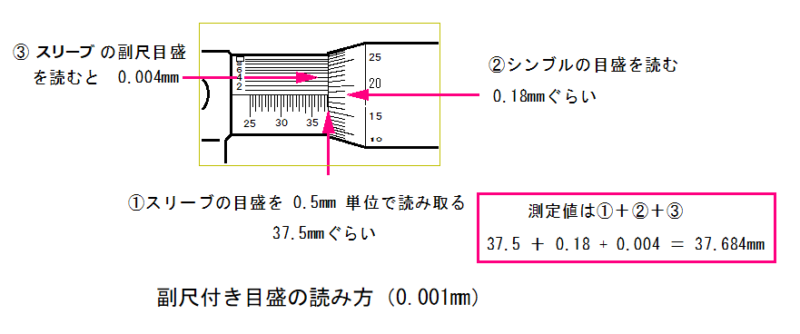
次は副尺付きの目盛(0.001mm)の読み方です。0.01mm単位までは上の標準目盛ど同じで手順です。最後に副尺で0.001mm単位を読み取ります。ノギスと同じようにシンブルの目盛と一致する目盛を読み取ります。
理解していただけましたか?
練習問題を用意しました。読み取ってみてください。
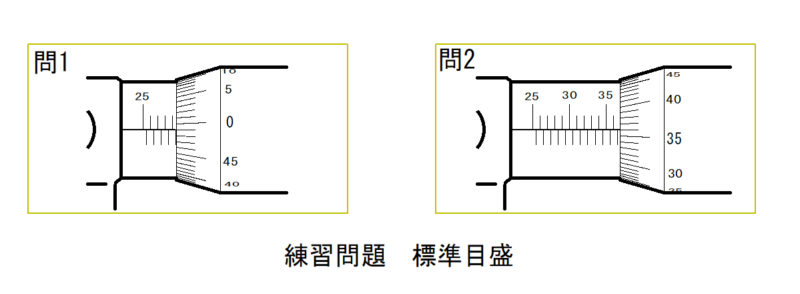
問1
- スリーブの目盛は 29.5付近 です。
- シンブルの目盛は 49 です。
- こういう場合は注意してください!そのまま29.5+0.49=29.99と読み取らないように‼
- スリーブの目盛でほぼ29.5なのでマイナスかもしれないと予想してください。
この場合は 29+0.49 となります。 - 問1 の答えは 29.49mm です。
問2
- スリーブの目盛は36.5 を少し超えています。
- シンブルの目盛は 36 です。
- 36.5+0.36 となります。
- 問2 の答えは 36.86 mm です。
次は副尺付きの目盛で0.001mm単位で答えてください。
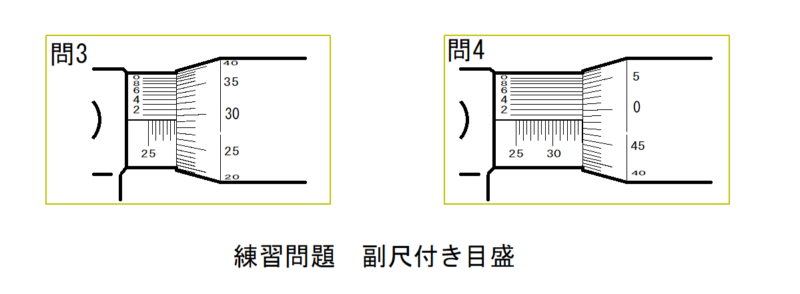
問3
- スリーブの目盛は 28.5を超えています。
- シンブルの目盛は 29 を超えています。
- 副尺は見にくいですが、2のところで目盛が一致しています。
- 28.5+0.29 + 0.002 となります。
- 問3 の答えは 28.792 mm です。
問4
- スリーブの目盛は 34 付近です。(34を超えているかは不明)
- シンブルの目盛は 48 を超えています。(この時点で34mmは超えていないことが判明)
- 副尺は微妙ですが、3のところで目盛が一致しています。
- 33.5+0.48 + 0.003 となります。
- 問4 の答えは 33.983 mm です。
マイクロメータを使うときの3つの注意点
- 目盛を読み取るときは視差に注意してください。目盛を斜めから見る場合と正面から見る場合では差が生じます。目盛は正面から読み取りましょう。
- また標準的な外側マイクロメータのように、測定部分の直線と目盛を同一線上に配置することで測定精度が高くなります。これをアッベの原理といい、棒型内側マイクロメータもアッベの原理に沿った構造になっています。ノギスや、キャリパー型マイクロメータはアッベの原理に反した構造である程度の誤差は生じることは知っておいてください。
- 温度に注意してください。物質は温度により伸び縮みします。1000mm の長さの鉄が10℃温められると 0.12mm 伸びます。長さが倍の 2000mm だと 伸びも倍の 0.24mm となります。熱膨張を抑えたいときは、体温が伝わらないよう注意してください。直接触れないよう手袋の着用、防熱カバーを持つ、スタンドを使うなど対策してください。
マイクロメータの種類
冒頭の画像で紹介した標準外側マイクロメータの他にも多くの種類があります。
外側測定
- キャリパー型外側マイクロメータ
- 測定面が出っ張っている形状。
- 標準型では干渉する場合に使う。
- U字型マイクロメータ
- U字の形状。
- 板の奥の厚みが測定できる。
- 球面マイクロメータ
- 測定面が球面。片面、または両面がある。
- 平面から穴の距離の測定や、穴と穴の距離の測定に使う。
- ブレードマイクロメータ
- 測定面が薄い刃の形状。
- 細い溝の底面の測定など干渉を避けたいとき使う。
内側測定
- 棒型内側マイクロメータ
- 内側の測定に使うシンプルな形状のマイクロメータ。
- 小さい穴は測定が難しい。
- ガイドになる構造がないため、測定の難易度が高いが、高精度の測定ができます。
- キャリパー型内側マイクロメータ
- 浅い穴の測定に使う。
- 比較的小径の測定か可能。
- 測定精度は棒型に劣る。
- 3点式内側マイクロメータ
- 2点測定の棒型やキャリパー型よりも測定時の安定感がある。
- 浅い穴、深い穴ともに使える。
- 浅い穴の場合、測定子の接触範囲により測定値が変わる。
- リングゲージで同じ深さでの測定値で差をチェックする必要があります。
段差測定
- デプスマイクロメータ
- 段差の測定に使います。
私が使った経験があるマイクロメータはこのあたりです。
マイクロメータは測定範囲が狭く、すべてのサイズを揃えると収納場所に困ったり、お金もかかります。
しかし、ないと困りますよね。そこで「替えアンビル式の外側マイクロメータ」と「継ぎ足し式の棒型マイクロメータ」を紹介しておきます。
他にもいろいろな形状のマイクロメータが多数あります。
また、ねじや歯車の専用マイクロメータもあります。
詳しくは測定具メーカーのホームページで製品情報をご覧ください。
リンクを張っておきます。
まとめ:【マイクロメータの使い方】測定方法と目盛の読み方
- マイクロメータとはモノの長さを正確に測ることのできる機器。
- 一般的なマイクロメータの最小目盛りは0.01mmで、副尺付きだと0.001mm。デジタル表示のマイクロメータの最小単位0.001mmが一般的。
- 測定範囲25mm間隔。
- マイクロメータの使い方
- 測定面の汚れを掃除。
- 測定物をアンビルとスピンドルの間へ。
- 測定物に測定面を平行して軽く当てる。
- ラチェットストップを1~2回転させ測定圧をかける。
- 目盛の読み方
- スリーブの目盛を0.5mm単位で読みとる。
- シンプルの目盛を基準線で読み取る。(0~0.5mm)
- 副尺がある場合は0.001mm単位で読み取る
- 合計が測定値。
- マイクロメータを使うときの3つの注意点
- 視差に注意。
- アッベの原理を理解しておく。
- 温度には気を付ける。
- マイクロメータの種類
- 外側測定用
- 標準外側マイクロメータ
- キャリパー型外側マイクロメータ
- U字型マイクロメータ
- 球面マイクロメータ
- ブレードマイクロメータ
- 内側測定
- 棒型内側マイクロメータ
- キャリパー型内側マイクロメータ
- 3点式内側マイクロメータ
- 段差測定
- デプスマイクロメータ
- 外側測定用












いかがでしたか?
外側マイクロメータはすぐになれると思いますが、内側のマイクロメータは難しいと思います。寸法がわかっているリングで練習しましょう。最初のころは測定のたびに寸法が変わると思いますがコツをつかめば安定します。
最後まで読んでいただきありがとうございます。
以上終わりです。