
マシニングセンタで毎日ドリルで穴あけてる新人オペレーターです。
先輩から、ドリルの「シンニング」や「先端の角度」について少し教えてもらったんですけど、イマイチ理解できなくて、具体的にどんな効果があるのか、種類や用途を詳しく知って機械加工に活かしたなー。
そんな人に向けて、現在もマシニングセンタを使って仕事をしている機械加工歴20年の当ブログ管理者のセドヤが丁寧に説明します。
この記事を最後まで読むとドリルについての知識が深まり、適切なドリルを上手に使えるようになります。
それでは前置きはこの辺りにして本題に移ります。
ドリルの基礎
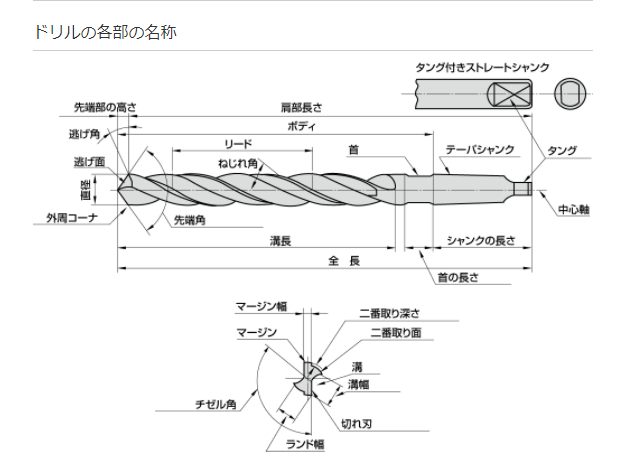
ドリルを構成する各部の名称
まず最初にドリルの構成している各部の名称を確認してください。
三菱マテリアルさんから画像をお借りしてます。
参照:三菱マテリアル|ドリルの各部の名称、形状諸元と切削特性
一般的なドリルの種類5つ
- ソリッドドリル
- 切れ刃も、柄の部分も一体の工具材料から作ったドリル。無垢ドリル。
- 研ぎ直したり、再研磨できます。
- 付刃ドリル
- 切れ刃の部分に超硬などの他の材料をろう付けしたドリル。
- 切れ刃部分を研磨して再利用します。
- 差込ドリル
- ボディをシャンクに差し込むドリル。ろう付けや圧入などで接合する。
- 市販ではあまり見かけないタイプです。
- 刃先交換式ドリル
- インサート式(チップ、スローアウェイ)のドリル。
- インサートの交換して使います。インサートの数は2枚が一般的です。
- 高能率
- ヘッド交換式ドリル
- 刃先をまるごと取り付けるタイプのドリル。
- 刃先のヘッドを交換して使います。
- 高能率
ドリルのシンニングとは?
シンニングとはドリルの先端部分のチゼルエッジ(切れ刃がない中心部分)に切れ刃を作ることです。
なぜシンニングが必要なのか?
チゼルエッジは切れ刃がない部分なので当然ですが切れません。チゼルエッジを小さく薄くするため溝を入れ、切れ刃を作ることで、切りくずが排出され、食い付きが良くなり、切削抵抗の低減され安定した加工ができます。
4種類のシンニングとその用途
主なシンニングのとしてX型、XR型、S型、N型の4種類あります。
参照:三菱マテリアル|ドリルの各部の名称、形状諸元と切削特性
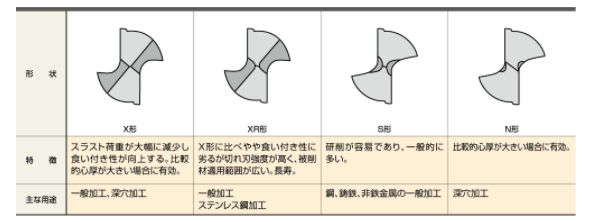
X型(クロス)が最も一般的なシンニングです。
図のように中心のチゼルエッジが短いほど切削抵抗が小さくなります。
先端角とねじれ角の働きについて
先端角度の違いにはどんな効果があるの?
汎用ドリルの多くは先端角度が118°です。
先端角が小さいと刃先の強度が低くなります。反対に先端角を大きくすると刃先強度は高くなり硬い素材に用いられます。
ドリルの先端部の高さ(傘になっている部分)の寸法は三角比の計算で求められます。
(直径/2)*tan((180-先端角)/2) = 直径*(180-先端角)/2
よく使う角度をまとめておきます。
- 先端角118° → 直径*0.3
- 先端角120° → 直径*0.289
- 先端角130° → 直径*0.233
- 先端角140° → 直径*0.182
三角比の計算については【三角関数】機械加工でよく使う計算方法を説明しますをご覧ください。
ねじれ角はどんな働きがあるの?
ねじれ角は刃の切れ味に作用します。ねじれが大きくなると切れ味が増しアルミニュウムなどの柔らかい素材に適しています。ねじれ角が小さいドリルは高硬度材の加工に使われます。
したがってドリルのねじれ角で軟質材用か、高硬度材用かの区別はつきます。
ドリルの切削条件と加工の方法
ドリルの切削条件
切削速度はドリルの母材やコーティング、被削材により大きく変わります。工具メーカーさんの推奨条件を確認してください。
一般的なハイスのドリルで炭素鋼S45Cを加工する場合は以下の条件で加工してます。
※個人的に工具寿命重視するので遅めの設定です。
- 切削速度 20m/min
- 送り量 0.05~0.3mm/rev(直径の2%程度が目安→0.02D)
※加工の際はワークを十分にクランプしてください。 - 深さ直径の3倍(3D)まではG73(高速深穴ドリルサイクル)で加工、それ以上はG83(深穴サイクル)で加工してます。
- 切込みQは2~4です。
被削材がアルミニュウムになると切削速度を30m/minに、ステンレスになると10m/minにという感じでザックリ決めています。
回転数、送り速度についてはこちらに記事、マシニングセンターの切削条件についてをご覧ください。
ドリルの加工方法
通常のハイスのソリッドドリルを使う場合は、穴がズレないようにセンタードリルで小さく浅い穴をあけます。具体的な目安は直径は5mm以下、深さは直径と同じぐらい加工します。
加工面が傾斜の場合、センタードリルを使っても穴が斜めに空いてしまいます。その場合はエンドミルなどで平らな面を作ってからドリル加工をします。この場合にエンドミルを突くと折れやすいためヘリカル加工をオススメします。ヘリカル加工についての記事はヘリカル加工のプログラムの作り方をご覧ください。
刃先交換式ドリルやヘッド交換式ドリルはセンタードリルが不要だったり、多少の傾斜なら加工できる場合もありますが、工具メーカーの取り扱い説明書を確認してください。
長いドリルを使う場合は同じ直径の短いドリルでガイド穴を加工すると安定した加工できます。
ドリルの研ぎ方
ドリルは研磨機で研ぐのがベストです。特に母材が超硬の場合、切れ刃は高精度な研磨が必要です。
ハイスのドリルは手で研ぐこともありますが熟練の技が必要になります。私も大きいドリルは手で研ぎますが、いまだに難しく感じます。
研ぎ方は工具通販モノタロウのドリルの手研ぎの方法でご確認ください。
まとめ :【ドリルの知識】
5つのドリルの種類
- ソリッドドリル
- 付刃ドリル
- 差込ドリル
- 刃先交換式ドリル
- ヘッド交換式ドリル
シンニング
- 切削抵抗の低減と食い付き、切りくずの排出を良くする働きがあります。
- 主なシンニングのとしてX型、XR型、S型、N型の4種類あります。
先端角度とねじれ角
- 先端角は一般的には118°で先端の高さは直径*0.3(0.3D)で求められます。角度が大きいほど、刃先強度が上がり硬い材料の加工に適しています。
- ねじれ角は大きいほど、軟質材に向き、小さいと高硬度材で使います。
ドリルの切削条件と使い方
- 一般的なハイスのドリルで炭素鋼S45Cを加工する場合は以下の条件で加工してます。
- 切削速度 20m/min
- 送り量 0.05~0.3mm/rev(直径の2%程度が目安→0.02D)
- 深さ直径の3倍(3D)まではG73(高速深穴ドリルサイクル)で加工、それ以上はG83(深穴サイクル)で加工してます。
- 切込みQは2~4です。
- 穴の精度を上げるにはセンタードリルやガイド穴、必要なら加工面を平らにしてからドリル加工をします。
ドリルの研ぎ方
- 手で研ぐのは熟練の技が必要。
【ドリルの基礎】はいかがでしたか?
ドリル加工は機械加工でよく使う加工で簡単なようで奥の深い加工です。
この記事を参考にしていただければ嬉しいです。
最後まで読んでいただきありがとうございます。

