マシニングセンタでリーマを使って穴の加工をすることは多いと思います。とても便利な工具ですよね。しかし、求められる精度によって加工の手順に悩むことも多いです。
- リーマの下穴はどのくらいで加工するの?
- 穴径の寸法を精度よく加工する手順は?
- 穴の位置精度を正確に加工するにはどうすればいいの?
このような悩みに機械加工歴20年のセドヤがお答えします。最後まで読んでいただくとリーマ加工で求められる精度を満たす手順や方法が理解できます。
リーマ工具について
リーマを使うとき最初に確認するのは工具の振れの大きさです。振れが大きいと穴が大きくなることがあります。(※不思議ですが、振れていても大きくならないこともあります。)
また、切削液や、取り代、切削速度も穴の大きさに影響します。他には、切りくずの排出方向も重要です。貫通用、止まり穴用があるので確認して使ってください。
リーマの下穴加工について
リーマの加工は削り代が大切です。削り代は仕上げ面や穴の径に影響するため、0.1mm単位で管理する必要があります。メーカーの推奨する削り代で加工するようにしてください。
リーマの下穴は正確な位置に真っ直ぐ加工する必要があります。
リーマの削り代の参考値
| リーマ直径 | 削り代(取り代) |
| ~ φ 6 | φ 0.1 ~ 0.2 |
| φ 6 ~ 16 | φ 0.2 ~ 0.3 |
| φ16 ~ 25 | φ 0.3 |
| φ 25 ~ | φ 0.3 ~ |
※あくまで私の個人的な目安です。メーカーの推奨する取り代を確認してください。
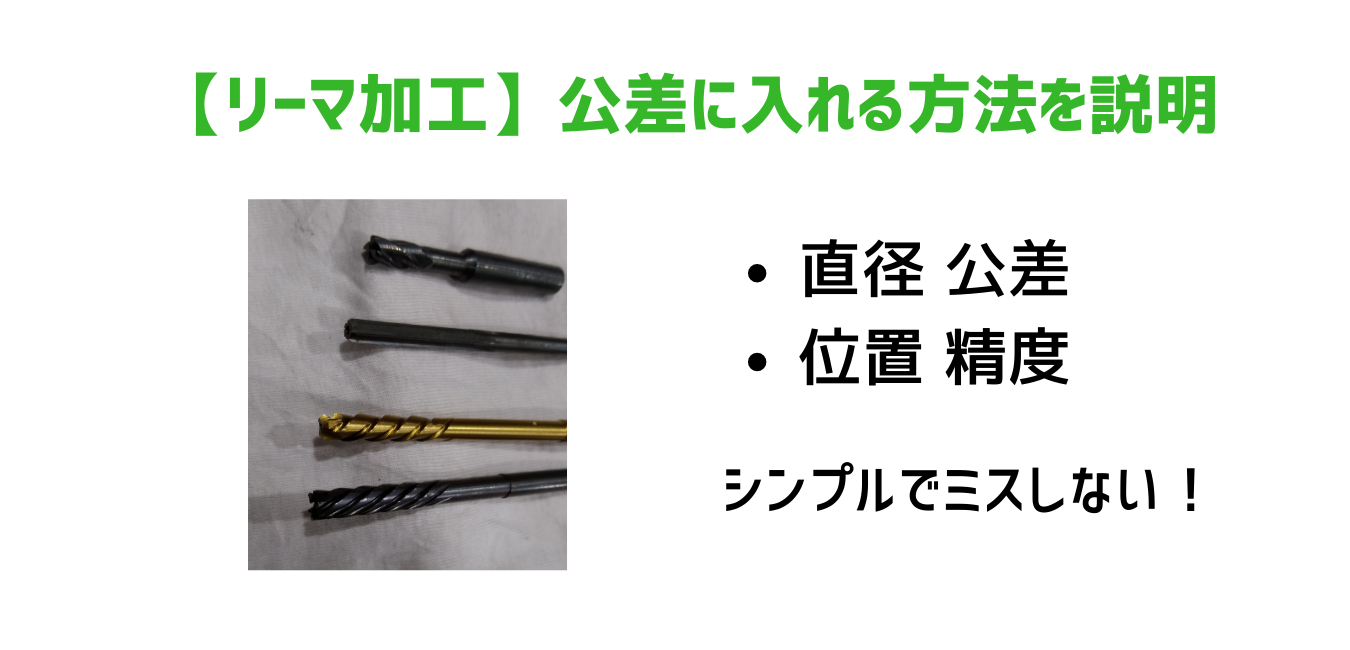
リーマの下穴をドリルで加工する方法
ハイスの汎用ドリルを使う場合はセンター穴は必ず加工します。
※超硬ドリルなどセンター穴の必要ないドリルもあります。
ドリルは穴が大きくならないように、正確に成形されたものを使います。穴が ねじれないよう 注意が必要です。加工の方法を3つ紹介します。
- 短いドリルで加工する。
- 長いドリルを使うときはガイド穴をあける。(深さは直径と同じ程度)
- リーマの下穴より1~2mm小さい穴をあけて、下穴サイズのドリルを通す。
ドリルでの加工は精度的に限界があるため、位置精度や、穴の直角度は正確性に欠けます。
比較的精度が必要ないときに、スピードを重視する場合はこの方法で加工します。
エンドミルを突いてリーマの下穴加工する方法
剛性のあるエンドミルを突いて下穴を加工する方法です。リーマの下穴径より1~2mm程度小さいドリルで穴加工後、リーマのメーカーの推奨する下穴の大きさのエンドミルでドリル加工します。
剛性がある工具ならエンドミルでなくてもかまいません。
この方法は、下穴を正確に加工できますが、深い穴になると工具の強度(剛性)が下がり、「びびり」や「ねじれ」で目的の下穴精度が得られないこともあります。また、長い工具は持ってないサイズも多いと思います。

円弧補間でリーマの下穴加工する方法
エンドミルでドリル加工したいけど「ちょうどいいサイズがない」、そんなときは円弧補間で下穴サイズに加工します。この方法も深い穴には不向きで、加工時間が多めにかかります。

スローアウェイのエンドミルを使うならヘリカル補間をお勧めします。

深いリーマの下穴加工する方法
深い下穴を正確に加工したい場合は、リーマ下穴サイズの穴を浅く加工し、同じ径のドリルで深穴加工します。
手前にガイド穴を加工することで、穴が大きくなりにくく、直角度も正確に加工できます。
リーマの加工手順(5つの例)
上で説明した下穴の加工方法を使ってφ10のリーマ加工を例にして手順を説明します。使うドリルは汎用ドリルです。
1.スピード重視の場合
- センタードリル
- φ9.8ドリル
- φ10リーマ
2.穴径の精度を重視する場合
- センタードリル
- φ8.5ドリル
- φ9.8ドリル
- φ10リーマ
3.位置精度を重視する場合
- センタードリル
- φ8.5ドリル
- φ9.8エンドミル
- φ10リーマ
4.円弧補間で下穴加工をする場合
- センタードリル
- φ8.5ドリル
- φ8エンドミル(φ9.8に円弧切削)
- φ10リーマ
5.リーマ穴が深い場合
- センタードリル
- φ8.5ドリル(φ9.8エンドミルと同じ深さまで)
- φ9.8エンドミル(深さは可能な範囲で)
- φ9.8ドリルロング(エンドミルが届かない残りを加工)
- φ10リーマ
このように用途に応じて加工手順や、工具を使い分けます。
まとめ:マシニングセンタでの【リーマ加工】公差に入れる方法
リーマの削り代は仕上げ面や穴の径に影響します。
削り代は0.1mm単位で管理する必要があります。
メーカーの推奨する削り代で加工してください。
高精度のリーマ穴の下穴は決まった大きさの穴を正確な位置に真っ直ぐ加工する必要があります。
下穴の加工方法
- リーマの下穴をドリルで加工する方法(スピード重視)
- エンドミルを突いてリーマの下穴加工する方法(スピード、精度)
- 円弧補間でリーマの下穴加工する方法(精度重視)
- 深いリーマの下穴加工する方法
- (下穴サイズのエンドミルで可能な深さまで突くき、届かない残り部分をドリルで加工する)
いかがでしたか?
リーマはちょっとしたことで公差を外してしますことがあります。今回紹介した手順を使い分けて加工することで適切なリーマ加工ができると思います。
以上で終わりです。
最後まで読んでいただきありがとうございます。