私がマシニングセンタで機械加工をはじめて、かれこれ20年を超えました。初めて裏座ぐり加工をしたときは「ドキドキ」したことは覚えています。少し特殊な加工なのでトラブルも何度か経験しました。
今でも「面倒だなー」とか「裏座ぐりしたくないなー」とか思ってしまうので、同じように苦手意識を持っている人や、初めて裏座ぐり加工をする人に読んで欲しいと思って書いてみました。
最後まで読むと裏座ぐり工具の基本的な知識が身につき、スムーズに加工できるようになります。
裏座ぐりとは
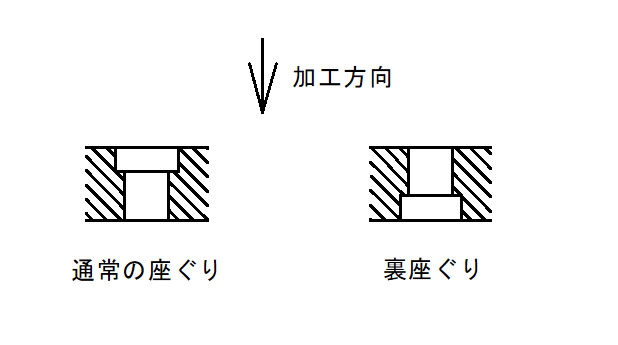
はじめに、「座ぐり」とは、二段穴のことで、ナットやキャップボルトの取り付け穴などに使われる形状です。裏座ぐりは二段目の座ぐりが裏側になります。
裏座ぐりの目的
- ひっくり返して加工する手間を省いて時間短縮。
- 反対側から工具の入らない所へ加工できる。
裏座ぐり加工はTスロットなどで加工できることもありますが、キャップボルト用など下穴に対して座ぐり径が大きくなると専用の工具を使うようになります。加工の時間はかかるので、穴数が多い場合は、ひっくり返して加工した方が早いときもあります。
切削条件についてはこちら⇓
マシニングセンターの切削条件について
偏心タイプの裏座ぐりカッター
裏座ぐりカッタは主にマシニングセンタで使います。オリエンテーション(M19)で工具の回転方向を決まった角度で停止させ、下穴に干渉しない位置で挿入後、裏ザグリ加工をします。
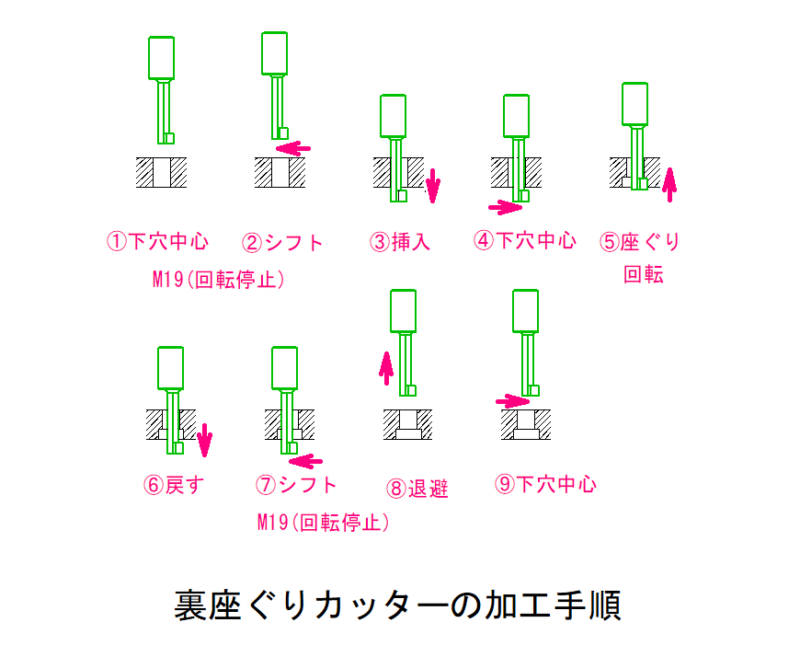
※シフト量は工具により違います。正式な手順は工具の取り扱い説明書に従ってください。
裏座ぐりカッターのメーカー紹介
裏座ぐりカッターはキャップボルト用に作られているものがほとんどです。詳しい仕様はメーカーホームページ等で確認してください。
- キャップボルト用でM6~M30用のサイズがあります。
- インサート交換タイプで用途も鋼、ステンレス、非鉄など多くの種類が用意されています。
富士元工業(株)ナイスカット 裏ザグル-solid ・ ウラザグル
- 「裏ザグル-solid」
- キャップボルト用でM6~M12用のサイズがあります。
- 偏心ホルダーにビット交換タイプです。
- 「ウラザグル」
- キャップボルト用でM14~M20用のサイズがあります。
- インサート交換タイプです。
菱高精機(株) バックファイヤー ・ ソリッド小径バックファイヤー
- 「ソリッド小径バックファイヤー」
- キャップボルト用でM5~M8用のサイズです。
- ホルダー偏心タイプになります。
- 「バックファイヤー」
- キャップボルト用でM10~M36用があります。
- 座金用も3種類(M12、M16、M20)あります。
- インサートタイプです。
- ロングタイプもあります。
- キャップボルト用でM8~M20用のサイズがあります。
- ハイス材もあります。
裏座ぐりカッターのプログラム
裏座ぐりカッターのプログラムは比較的簡単に作ることができます。
プログラム例
G0 G90 X0 Y0 (穴位置)
Z5.
M19 (オリエンテーション)
G1 Y5. F1000 (シフト)
Z-30.
Y0
S200 M3
G1 Z-20. F8
G1 Z-30. F1000
M5
M19
Y5.
Z5.
Y0
M30
とは言っても毎回作るのは面倒なのでマクロプログラムにしておくと便利です。
NCマクロ【裏座ぐりカッターのプログラム例】(ファナック編)
切れ刃が開閉する裏ザグリ工具
プログラムによる動作で自動加工ができる工具で、切れ刃が干渉がないよう収納された状態で下穴に挿入し、その後切れ刃が出して裏座ぐり加工をします。
- 回転の遠心力を利用して羽のような切れ刃(ウイング)を開閉します。
- 逆転でウイングが閉じる → 下穴を通過させる。
- 正転でウイングが開く → 座ぐり加工する。
- 裏座ぐりバー本体とウイングの組み合わせて幅広いサイズの加工が可能です。
- 下穴サイズはφ4.5~φ30で工具も全体的に長いです。
- 下穴が加工時のガイドになるため裏座ぐりバー本体と下穴の大きさに制限があります。
- 切削液をかけて使います。※かけないと下穴とバーが焼付くことがあります。
- 「自動式裏座ぐりアーバー(本体部分)」に「裏座ぐり用交換アーバ(ボーリングバーと切れ刃部分)」を装着して使います。※裏座ぐり用交換アーバは注文制作品です。
- 工具の手前に「鍔(つば)」があり、ワークで押されると切れ刃がでてくる仕組みです。
裏座ぐり工具がないときの対処方法
裏座ぐりは頻繁に行う加工ではないため、工具を全て揃えるのは現実的ではありません。市販されていないサイズは特注制作してもらうことも可能ですが、高価で納期も必要になると思われます。
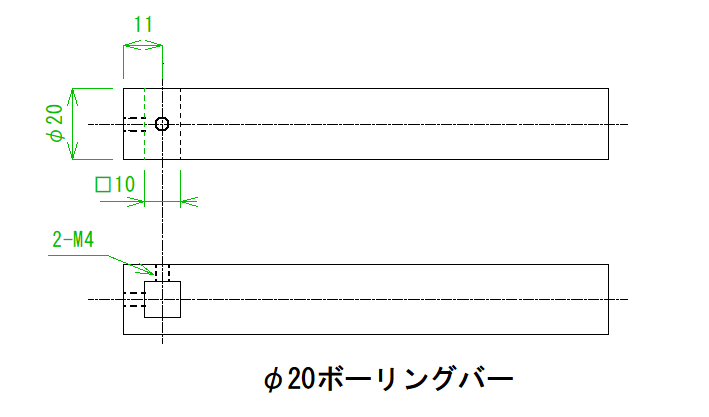
手持ちの工具で加工できないときは、完成バイトが入るボーリングバーを作って加工します。
ボーリングバーを下穴に入れ、干渉のないところでバイトを目的の加工径にセットして、裏座ぐり加工を行います。手動加工で手間のかかる作業になるため、安全には十分注意してください。
座ぐりの加工が難しい時は、横からエンドミルで側面加工に変更してもらえるか設計者に相談することもあります。
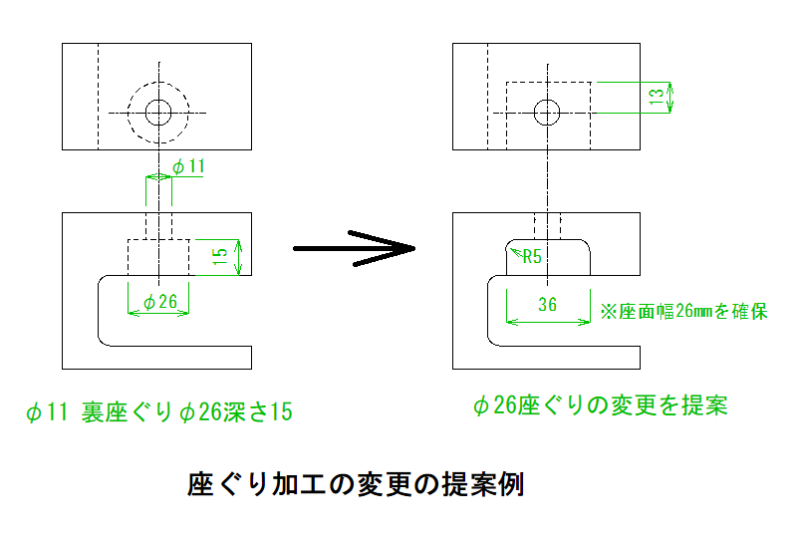
例のように大きく削り込む場合もあるため、必ず設計者に相談しましょう。設計者によりますが、柔軟に対応してくることもあります。
まとめ:【マシニングセンタで裏座ぐりカッター】
裏座ぐりの目的
- ひっくり返して加工する手間を省いて時間短縮。
- 反対側から工具の入らない所へ加工できる。
偏心タイプの裏座ぐりカッターのメーカー
- 大昭和精機(株)BIG BFカッター M6~M30用
- 富士元工業(株)ナイスカット 裏ザグル-solid ・ ウラザグル M6~M20用
- 菱高精機(株) バックファイヤー ・ ソリッド小径バックファイヤー M5~M36用
- (株)栄工舎 超硬裏ザグリカッター M8~M20用
切れ刃が開閉する裏ザグリ工具
- 大昭和精機(株)BIG 裏座ぐりバー
- 下穴サイズはφ4.5~φ30で工具も全体的に長い。
- 加工径も幅広く対応。
- (株)日研工作所 自動式裏座ぐりアーバー
- 裏座ぐり用交換アーバは注文制作品。
裏座ぐり工具がないときの対処方法
- 早めの工具の手配が大切。
- ボーリングバーと完成バイトで対応できる場合もある。
- 設計者に形状変更の提案をしてみる。
いかかでしたか?
冒頭で書いたように、裏座ぐり個人的にはあまりしたくない加工です。裏座ぐりカッタは回転していない工具を下穴スレスレを通すので単純に「コワイ」です。しかし、メリットも多くあるのでやる価値は大きいです。好みのメーカーの裏座ぐり工具で加工してみてください。お勧めは偏心タイプの裏座ぐりカッターです。
最後まで読んでいただきありがとうございます。
以上で終わりです。