
オペレーター
マシニングセンタ用のNCのプログラムを作ってます。
Gコードで「平面選択」ってどんな時、どう使うんですか?
お任せください。機械加工歴の20年のセドヤがお答えします。
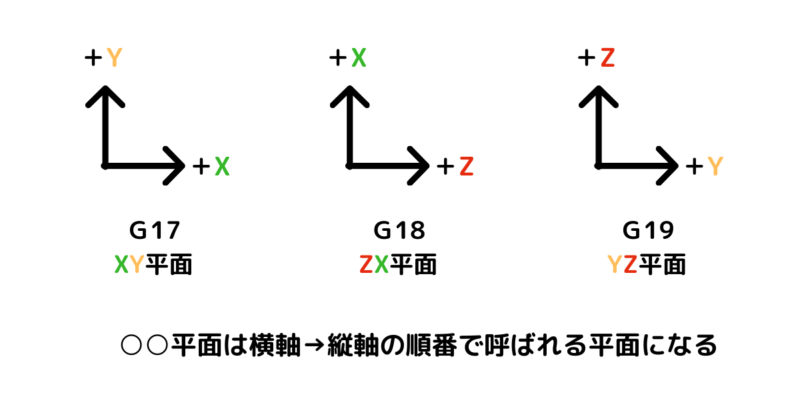
平面選択はGコードで
- G17 XY平面
- G18 ZX平面
- G19 YZ平面
となっています。普段はG17のXY平面でNCプログラムを作ると思います。
G17平面では基本的にプログラミングできない場合が2通りあります。
- 主軸の横から見た状態での円弧補間
- アングルヘッドを使った加工
※アングルヘッドとは工具の回転軸の向きを変えるホルダーまたは装置です。
上の2通りの場合、G18のZX平面、G19のYZ平面を使うと比較的簡単にプログラミングできます。
でも、「G17平面のままプログラミングしたい」という人には、オプションの3次元座標変換を使うと可能になるのでお勧めします。
逆にお勧めしない方法は、補正機能を使わず、G00、G01だけでNCプログラムを作ることです。時間もかかり、プログラムを見ずらくなります。
前置きが長くなりましたが
この記事を最後まで読むと、平面選択のGコードG18平面やG19平面で円弧補間やアングルヘッドのNCプログラムの作り方が理解できます。
平面選択ってどこからどう見るの?
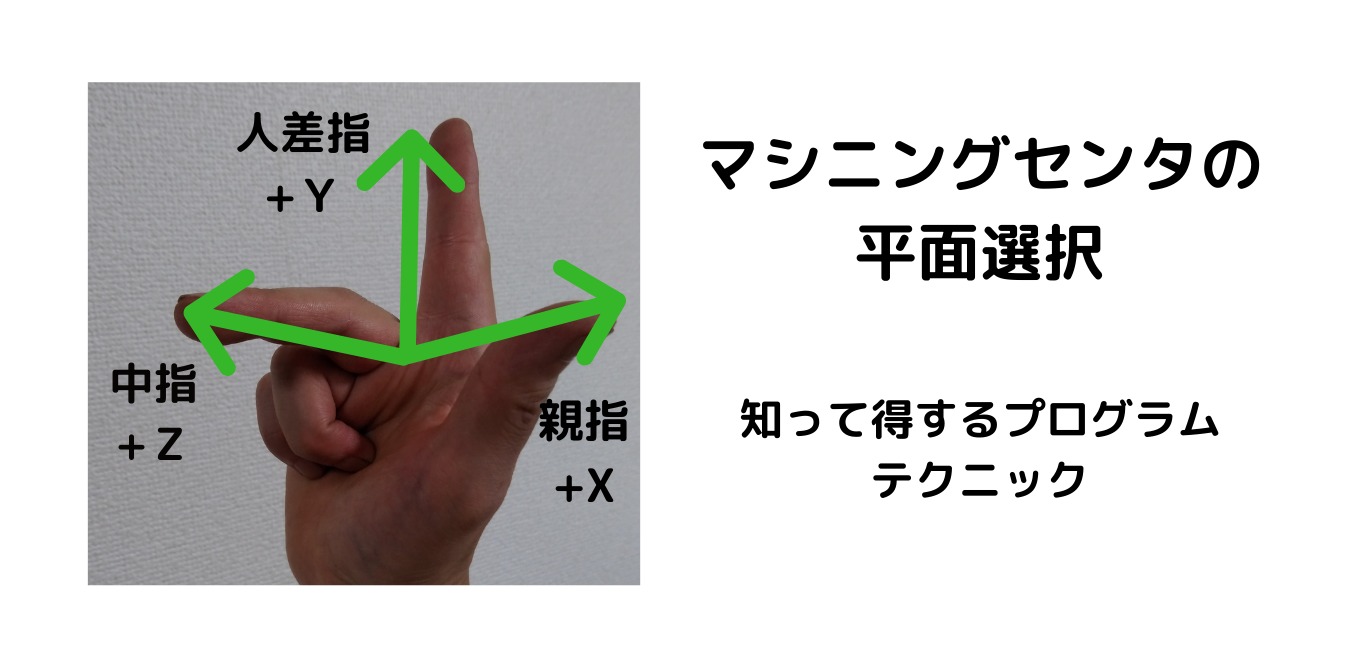
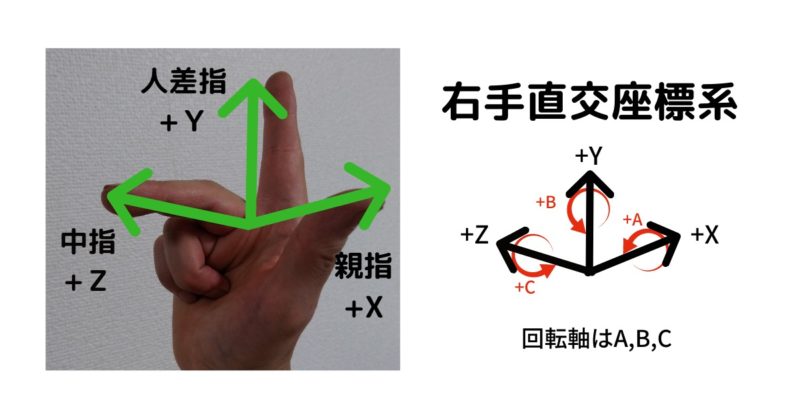
マシニングセンタはほとんどの場合、右手直交座標系を採用されています。
右手直交座標系は、自分の視線が主軸方向として、右手中指を自分に(Z+方向)親指を右に(X+方向)人差指を上に(Y+方向)に向けると出来る座標系です。
平面選択の視点方向について
- G17ーXY平面はZ軸のプラス方向から見て上がYプラス方向、右がXプラス方向
- 通常使っている平面です。
- 通常使っている平面です。
- G18ーZX平面はY軸のプラス方向から見て上がXプラス方向、右がZプラス方向
- 右手直交座標系の人差指を自分に向け、親指を上に向けます。
- Z軸が横向きになるので、ZX平面と呼ばれます。(横軸、縦軸の順番で呼ばれる)
- G19ーYZ平面はX軸のプラス方向から見て上がZプラス方向、右がYプラス方向
- 右手直交座標系の親指を自分に向け、中指を上に向けます。
- Y軸が横向きになるので、YZ平面と呼ばれます。
「G18」「G19」の平面選択をして円弧補間
G18、G19の平面を選択して円弧補間のプログラミングの注意点はG2、G3やG41、G42を間違わないようにすることです。
※説明した通り、第3軸のプラス方向(G17は+Z方向、G18は+Y方向、G19は+X方向)から見て考えるようしましょう。
通常G18,G19平面のRの加工は同じRの大きさで成形されたエンドミルを使えば簡単ですが、
多くのR形状の工具を事前に揃えて置くことは、費用の面からも難しく、サイズ的にも限界があります。工具が用意できない場合は普通刃のエンドミルでもR加工できます。
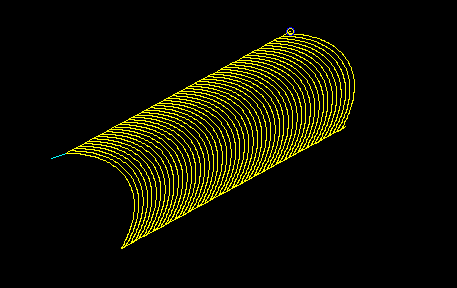
画像のように細かく刻んで繰り返す方法です。
少し加工時間がかかりますが、エンドミル一本でいろんなRの大きさに加工できます。
NCのプログラム基本的なことはこちら⇓
NCプログラム入門「ファナック編」
基本的な円弧補間のプログラムはこちら⇓
マシニングセンタ-の円弧補間プログラムの作り方
マクロプログラムはこちらをどうぞ⇓
NCプログラムのマクロを説明(ファナック編)
「G18」「G19」の円弧補間のプログラム例
最初に平面を変えた円弧補間の動きを確認してください。
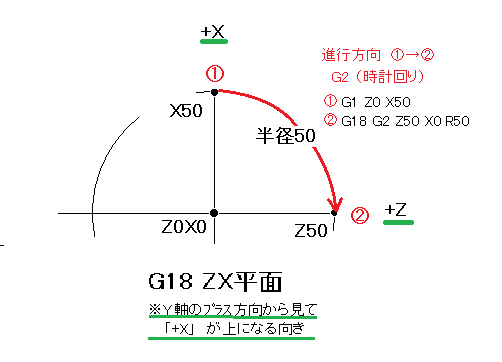
| 平面 | 円弧半径 | 円弧中心 | 始点 | 終点 |
| G18 | R50 | Z0 X0 | Z0 X50 | Z50 X0 |
G0G90X60.Y0
G43Z100.H1
S1000F1000M3
Z10.
G1Z0
X50.
G18G2Z50.X0.R50.
G17G0Z100.
M30
次はG19平面の例です。
| 平面 | 円弧半径 | 円弧中心 | 始点 | 終点 |
| G19 | R50 | Y0 Z0 | Y50 Z0 | Y0 Z50 |
G0G90X0.Y60.
G43Z100.H1
S1000F1000M3
Z10.
G1Z0
Y50.
G19G3Y0.Z50.R50.
G17G0Z100.
M30
※上のプログラムは円弧の動きを確認するためのもので工具補正や形状は一切考慮してません。
G18平面でボールエンドミルで工具径補正を使うプログラム例
工具は R5 ボールエンドミルで円弧補間で加工できるようプログラムを作って見ます。
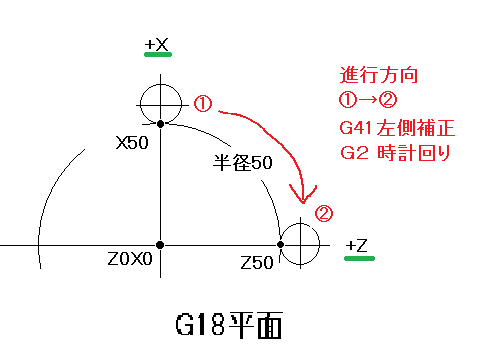
Z軸が横になるような視点になるため、わかりにくくなりますが、この向きで考えると工具径補正、円弧補間がわかりやくなります。
| 平面 | 円弧半径 | 円弧中心 | 始点 | 終点 |
| G18 | R50 | Z0 X0 | Z0 X50 | Z50 X0 |
※工具長補正 H1 の基準点はボールエンドミルのRの中心です。
※工具径補正 D1 は半径入力は5、直径入力は10です。
(T1 / R5 BALL ENDMILL)
G0G90X60.Y0
G43Z100.H1
S1000F1000M3
Z10.
G1Z0
G18G1G41X50.D1
G2X0Z50.R50.
G1G40Z60.
G17G0Z100.
M30
G19平面で普通刃のエンドミルで円弧補間のプログラム例
普通刃のエンドミルで加工する際はボールエンドミルのように工具径補正は使えません。
G19-YZ平面で説明するとY方向の始点と終点を工具半径だけスライドさせてプログラムを作るようにします。
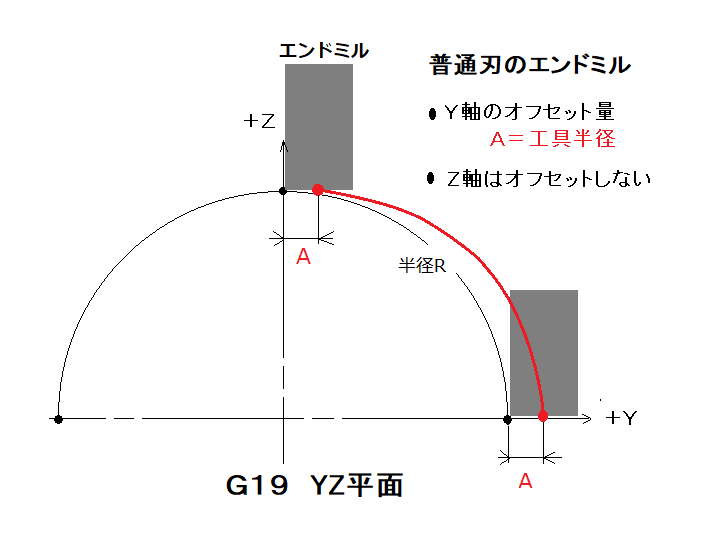
上の画像の通り、Yの座標だけを工具半径の量オフセットすれば普通刃のエンドミルでも加工できるのはわかります。
今度のプログラム例はZ座標は上から下への工具軌道でプログラムを作ります。
| 平面 | 工具 | 繰り返し範囲 | 円弧半径 | 円弧中心 | 始点 | 終点 |
| G19 | φ20エンドミル | X100~X0 | R50 | Y0 Z0 | Y0 Z50 | Y50 Z0 |
上の画像で説明した点
- Y座標を工具半径の量スライドさせると(工具半径を10とする)
- 始点 = Y10.Z50.
- 終点 = Y60.Z0.
- Z座標、半径RはそのままでOK
(T1 / 20 ENDMILL)
G0G90X100.Y10.
G43Z100.H1
S1000M3
M98 P10 L50
G91G28Z0M5
M30
O10(SUB)
G0Z60.
Y10.
G1Z50.F300 (START Y10Z50)
G19G2Y60.Z0.R50. (END Y60Z0)
G17G0Z60.
Y10.
G91X-2. (PITCH)
G90
M99
G19平面でラジアスエンドミルでの円弧補間の例
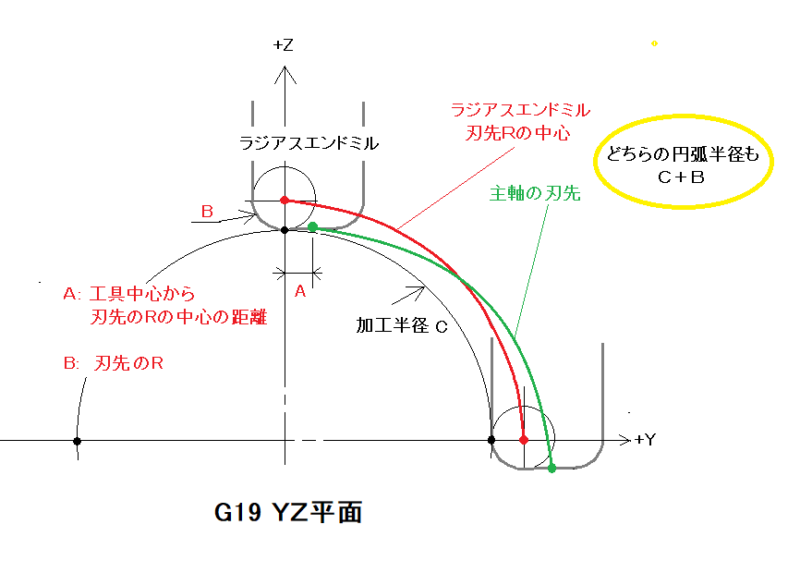
ラジアスエンドミルの場合は「刃先のR」の中心と「工具中心の刃先までの距離」を考えます。
少し複雑になりますが、ボールエンドミルを使う場合と普通刃のエンドミルを使う場合をミックスします。
上の画像のように座標を計算してもいいですし、工具径補正を利用することもできます。
緑の点の始点、終点を計算して、Rは加工半径+刃先Rです。
アングルヘッドの平面選択の使い方
アングルヘッドを使うときも面選択が必要になります。
平面選択と工具長補正の関係について
工具長補正についてファナックを例に説明をします。
- G43 補正値を加算(プラスの方向へオフセット)
- G44 補正値を減算(マイナスの方向へオフセット)
- G49 工具長キャンセル
ファナックの工具長補正にはA、B、Cの3つの種類があります。
- AタイプはZ軸に補正がかかります。
- G43 Z_ H_
- G44 Z_ H_
- Bタイプは平面選択の第3軸に補正がかかります。(G17→Z、G18→Y、G19→X)
- G18 G43 Y_ H_
- G18 G44 Y_ H_
- G19 G43 X_ H_
- G19 G44 X_ H_
- Cタイプは X Y Z のうち任意の1軸に補正がかかります。
- G43 α_ H_ : α=X Y Z のうち任意の1軸
- G44 α_ H_
Bタイプは2つ以上の軸に工具長補正をかけることができます。
G18 G44 Y-100. H1
G19 G43 X100. H2
この場合Yマイナス方向にH1の補正が、Xプラス方向にH2の工具長補正がかかります。
※工具長補正の種類はパラメータで決まります
※パラメータの設定はお使いの工作機械のNC装置の取り扱い説明書で確認してください。
ファナック31iのパラメータの設定を説明します。
パラメータ TLC,TLB(No.5001#1、#0)
- 工具長補正A #1=0, #0=0
- 工具長補正B #1=1, #0=0
- 工具長補正C #1=0/1, #0=1
アングルヘッドでの固定サイクル
どの平面が選択されていても固定サイクルは使えます。
- G18 G81 Y-10. R3. F100
- G19 G83 X20. R-3. Q4. F100
固定サイクルは普段Z軸を最終値として入力することか多いため、打ち間違いが多くなることが予想されます。気をつけてください。
まとめ:【マシニングセンタの平面選択】
平面選択の視点方向
- G17ーXY平面はZ軸のプラス方向から見て上がYプラス方向、右がXプラス方向
- G18ーZX平面はY軸のプラス方向から見て上がXプラス方向、右がZプラス方向
- G19ーYZ平面はX軸のプラス方向から見て上がZプラス方向、右がYプラス方向
平面を変えた時の円弧補間、工具径補正は第3軸のプラス方向から考える。
アングルヘッドの使い方
アングルヘッドで工具長補正を使う場合は工具長補正タイプ(A,B,C)のパラメータを確認
- AタイプはZ軸に補正がかかります。
- Bタイプは平面選択の3軸目に補正がかかります。(G17→Z、G18→Y、G19→X)
- Cタイプは X Y Z のうち任意の1軸に補正がかかります。
固定サイクルは平面選択された平面で加工できます。加工の深さのディメンションアドレス、±の符号を間違わないよう気を付けましょう。
また、3次元座標変換が使える場合、G17平面のまま、複雑な傾斜面のプログラミングも加工です。
いかがでしたか?
NCのプログラムに慣れてくると能率を考えていろいろな方法を試したくなりますよね!
今回の平面選択が理解していると、使い方次第で、工程数を減らすこともできると思います。是非お試しください。
以上で終わりです。
最後まで読んでいただきありがとうございます。

